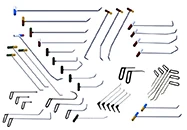
Вытягивать вмятины без повреждения краски помогают клеевые клипсы, которые фиксируют на поврежденном участке кузова. Эти расходные элементы передают тянущее усилие от минилифтера или обратного молотка непосредственно на металл. Разнообразие форм позволяет подобрать оснастку под любой залом или пологий дефект.
Восстанавливать геометрию кузова без повреждения краски помогают клеевые клипсы, которые принимают на себя тянущее усилие при беспокрасочном ремонте. Этот тип оснастки мастера закрепляют на металле с помощью специального состава, чтобы вытянуть вмятину снаружи. В отличие от минилифтеров и обратных молотков, которые создают механическое воздействие, данные элементы непосредственно контактируют с деформированной зоной. Они распределяют нагрузку и сохраняют заводское ЛКП в первоначальном виде. Правильный подбор формы гарантирует точечное воздействие на дефект без перетяжки металла.
Профессиональные клеевые клипсы для кузовного ремонта
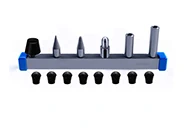
Конструкция приспособлений включает рабочую подошву и зацепную головку под тянущее устройство. В каталоге представлены жесткие элементы серии titanium, упругие strong и специализированный градовой крепеж. Плоский или вогнутый профиль подошвы определяет усилие отрыва и контроль вытяжки при работе. Мастер выбирает форму под сложный залом или плавную вмятину. При повреждениях вроде серии мелких вмятин по всей панели используют наборы разного диаметра. Универсальный характер оснастки позволяет сочетать ее с блендинговым методом. Качественный пластик снижает утомляемость специалиста за счет быстрого захвата. В отличие от холодного клея, эти детали обеспечивают точечный контроль деформации. Правильно подобранной клеевой клипсой удается поднять глубокие дефекты, сохраняя краску. Родственный ассортимент представлен в категории Клеевой пистолет.
Для каких дефектов не подходят клеевые клипсы?
Их не используют на участках с поврежденным лакокрасочным покрытием или глубокой ржавчиной. Также они малоэффективны при сильном растяжении металла, где требуется классическая рихтовка.
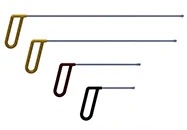
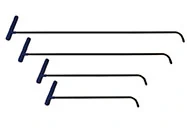
Чем отличаются жесткие клипсы от гибких модификаций?
Жесткие варианты серии titanium передают резкое и мощное усилие на центр вмятины. Гибкие модели распределяют тягу мягче, что помогает аккуратно выправлять пологие неровности кузова.
 Каталог товаров
Каталог товаров











































 05091")


 05074")





















 11102")
 09023 A")
 11076")